Размеры р65 и р75. Рельса Р65 - размеры: ширина головки и подошвы, высота с подкладкой и шпалой, длина, характеристики. Назначение, описание, размеры и вес рельсов Р65
ГОСТ 8161-75*
(СТ СЭВ 1667-79)
Группа В42
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РЕЛЬСЫ ЖЕЛЕЗНОДОРОЖНЫЕ ТИПА Р65
Конструкция и размеры
Railway rails type P65.
Design and dimensions
Дата введения 1977-01-01
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 18 июня 1975 г. N 1573
Ограничение срока действия снято по решению Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 2-93)
ВЗАМЕН ГОСТ 8161-63
ПЕРЕИЗДАНИЕ (июнь 1994 г.) с Изменениями N 1, 2, 3, утвержденными в мае 1979 г., январе 1981 г., апреле 1985 г. (ИУС 7-79, 3-81, 7-85).
1. Настоящий стандарт распространяется на закаленные и незакаленные железнодорожные рельсы типа Р65 и устанавливает их конструкцию и размеры.
Стандарт соответствует СТ СЭВ 1667-79 в части конструктивного исполнения рельса и регламентирования способов сварки короткомерных рельсов.
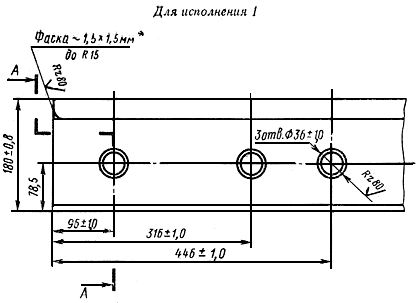
2. Конструкция и размеры поперечного сечения рельсов должны соответствовать указанным на черт.1 или 1а, а расположение и размеры отверстий в шейке на концах рельсов - на черт.2-6.
Выполнение отверстий по черт.4-6 производится потребителем.

Черт.1а
_________________
* Фаску выполняют у объемно-закаленных рельсов.
Примечание. (Исключено, Изм. N 2).




По заказу потребителя рельсы могут быть изготовлены без отверстий в шейке и без закалки поверхности катания головки на одном или обоих концах.
По требованию потребителя допускается изменять размещение, число и диаметр отверстий на концах рельсов.
(Измененная редакция, Изм. N 1, 2).
3. Предельные отклонения по выпуклости головки при измерении по оси симметрии поперечного профиля рельса должны быть ±0,5 мм, а по равномерной выпуклости подошвы - 0,5 мм. Вогнутость подошвы рельса не допускается.
Пример условного обозначения железнодорожного рельса типа Р65 длиной 25 м исполнения 1:
Рельс 1 Р65-25 ГОСТ 8161-75
(Измененная редакция, Изм. N 2).
4. Не допускается отклонение от симметричности профиля поперечного сечения рельса относительно его вертикальной оси: по подошве - более 1 мм и по головке - более 0,3 мм.
Для конструкции (черт.1а) отклонение от симметричности подошвы относительно головки не должно превышать 2,15 мм.
(Измененная редакция, Изм. N 2, 3).
5. На кромках отверстий в шейке рельса должна быть снята фаска размером от 1 до 2 мм под углом около 45°.
На объемнозакаленных рельсах снятие фаски по ГОСТ 18267-82.
(Измененная редакция, Изм. N 3).
6. Длина рельсов должна соответствовать указанной в таблице.
|
Длина, м |
Допускаемые отклонения по длине, мм, для рельсов |
Наличие отверстий в шейке на концах рельса |
|
|
закаленных* |
незакаленных |
||
|
______________________ |
|||
|
Исполнение 1 |
|||
|
На обоих концах |
|||
|
Без отверстий |
|||
|
На обоих концах |
|||
|
На одном конце |
|||
|
На обоих концах |
|||
|
Исполнение 2 |
|||
|
На обоих концах |
|||
(Измененная редакция, Изм. N 2).
7. Допускается контактная или газопрессовая сварка рельсов длиной до 25 м из рельсов длиной не менее 6 м, изготовленных из стали одного способа выплавки. Количество кусков в свариваемом рельсе должно определяться по соглашению между изготовителем и потребителем.
8. Технические требования для незакаленных рельсов - по ГОСТ 24182-80, для объемнозакаленных рельсов - по ГОСТ 18267-82.
9. Соответствие конструкции и размеров поперечного сечения рельса требованиям настоящего стандарта определяют шаблонами на расстоянии не более 200 мм от торца контролируемого рельса. Не допускается применение других приборов. Расположение болтовых отверстий по черт.1 контролируют по клиновой части пазуха, а по черт.1а - относительно подошвы рельса.
(Измененная редакция, Изм. N 2).
10. Расчетные данные приведены в приложении к настоящему стандарту.
ПРИЛОЖЕНИЕ
Справочное
Расчетные данные конструкции рельса
|
Параметры |
Нормы для испытаний |
||
|
Площадь поперечного сечения рельса, см |
|||
|
Расстояние от центра тяжести, мм: |
|||
|
до низа подошвы |
|||
|
до верха головки |
|||
|
Момент инерции относительно осей, см: |
|||
|
горизонтальной |
3573по верху головки_______________________ |
||
|
Распределение металла по площади поперечного сечения рельса, %, от всей площади: |
|||
|
в головке |
|||
|
в подошве |
|||
(Измененная редакция, Изм. N 2).
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1994
Рельсы
Назначение рельсов — создать поверхности с наименьшими сопротивлениями для качения колёс подвижного состава, непосредственно воспринимать и упруго передавать воздействие силы от колёс на опоры (шпалы, брусья) и направлять в движении колёса подвижного состава. На участках с автоблокировкой рельсовые нити служат проводниками сигнального тока, а на участках с электрической тягой — обратного тягового тока.
Тип современных рельсов обозначают буквой Р и числом, округленно равным массе 1 м рельса. Например, рельс, 1 м которого имеет массу 64,72 кг, обозначается Р65.
Поверхность катания головки рельсов для центральности передачи давления имеет выпуклое криволинейное очертание. Средняя часть головки прокатывается по радиусу 500 мм, переходящему в радиус 80 мм и затем в радиус 15 мм. Боковые грани головки делают наклонными 1:20, а нижние грани головки и верхнюю поверхность подошвы рельса — 1:4, как и опорные поверхности стыковых накладок. При затяжке болтов накладки входят как клин в пазуху рельса, распирая головку и подошву.
Нижняя грань головки сопрягается с шейкой рельса двумя радиусами — верхним 5 мм у рельсов Р50 и 7 мм у рельсов Р65 и Р75 и нижним соответственно 12,15 и 17 мм, с тем чтобы местные подголовочные напряжения (при переходе от широкой головки к тонкой шейке) были, возможно, меньшими. Боковые грани шейки рельсов Р50, Р65 и Р75 имеют криволинейное очертание по радиусам соответственно 350, 400 и 450 мм. Шейка с подошвой сопрягается по радиусу большему, чем с головкой (20 мм у рельсов Р50 и 25 мм у Р75 и Р65).
| Показатель | Тип рельса | Схема профиля | ||
| Р75 | Р65 | Р50 | ||
| Площадь поперечного сечения, см 2 | 95,06 | 82,56 | 65,93 | |
| Масса рельса длиной 1м, кг | 74,41 | 64,72 | 51,67 | |
| Масса рельса длиной 25м с отверстиями на концах, кг | 1859,38 | 1616,0 | 1280,0 | |
| Высота, мм | ||||
| общая H | 192 | 180 | 152 | |
| головки | 55 | 45 | 42 | |
| шейки | 105 | 105 | 83 | |
| подошвы | 32 | 30 | 27 | |
| Ширина головки поверху на уровне 13мм от поверхности катания B1, мм | 72 | 71 | 70 | |
| Ширина подошвы B, мм | 150 | 150 | 132 | |
Основным отличием профилей рельса Р75 от прежних является то, что размеры его стыковой пазухи и ширина подошвы - такие же, как у Р65. Это позволяет иметь одинаковые стыковые и промежуточные скрепления для рельсов обоих типов.
Основные сведения о стандартных рельсах приведены в таблилице, длина рельсов по действующему стандарту равна 25 м. На сети дорог завершен переход к рельсам длиной 25 м не только прокатом новых на заводе, но и сваркой старогодных рельсов по длине 25 м. Рельсы прежней стандартной длины 12,5 м используют только как уравнительные на бесстыковом пути, при укладке стрелочных переводов и как инвентарные при сборке путевой решётки с железобетонными шпалами с последующей заменой их бесстыковыми рельсовыми плетями. Для укладки на внутренней нити кривых изготовляют укороченные рельсы длиной 24,84 и 24,92 м при 25-метровых рельсах и 12,42 и 12,46 при 12,5-метровых, а для бесстыкового пути — еще и 12,38 м.
Вновь выпускаемые рельсы имеют круглые отверстия для болтов. Такая их форма выбрана по условиям увеличения прочности рельсов и упрощения технологии изготовления. Болтовые отверстия на концах рельсов просверливают перпендикулярно к вертикальной продольной плоскости рельсов; заусенцы и наплывы металла у болтовых отверстий и на торцах рельсов удаляют зачисткой. Предусмотрено снятие фаски глубиной 1...1,5 мм на кромках болтовых отверстий и по нижним кромкам головки рельсов.
Концы рельсов должны быть отфрезерованы перпендикулярно продольной оси рельса; перекос торцов не должен быть более 1,0 мм при измерении в любом направлении. Расстояние от торца рельса до первого отверстия у рельсов Р75 и Р65 равно 96 мм, между осями первого и второго отверстия — 220 мм и от оси второго до оси третьего — 130 мм; у рельсов Р50 эти расстояния составляют соответственно 66, 150 и 140 мм. Все эти расстояния имеют допуски +1 мм.
Маркировка новых рельсов. Все новые рельсы маркируются на заводах, что обеспечивает контроль за качеством рельсов при их изготовлении и эксплуатации.
Заводская маркировка рельсов делается постоянной (клеймение) и временной (красками).
На одной стороне, на средней линии шейки вдоль каждого рельса выкатываются выпуклые (не менее 1 мм) с плавным переходом к поверхности шейки цифры и буквы высотой от 30 до 40 мм в следующем порядке:
обозначение предприятия-изготовителя (начальная буква названия завода: А — завод «Азовсталь», Д — Днепродзержинский комбинат, К — Кузнецкий металлургический комбинат, Т — Нижнетагильский металлургический комбинат);
месяца — римскими цифрами и две последние цифры — года изготовления рельсов;
типа рельсов;
обозначение головного конца стрелкой.
На шейке вдоль оси каждого рельса (на той же стороне, где вы катаны выпуклые знаки) наносятся в горячем состоянии номер планки в 2—б местах по длине рельса на расстоянии не менее 1,0 м от его концов (номер плавки рельсов 1 группы должен начинаться с буквы П); обозначение порядкового номера рельса.
Клейма, наносимые на шейку горячего рельса, должны быть вы сотой 12 мм и углублены в тело на 0,8...1,5 мм. Расстояние между знаками должно быть 20...40 мм.
По окончании отделки рельсов на один торец рельса клеймением наносят:
-на торце головки инспекторские клейма — для рельсов I сорта один керн, один знак «Ключ и молоток», один знак «Серп и молот»;
-для рельсов II сорта два керна, два знака «Ключ и молоток»;
-на торце в нижней четверти шейки рельса — знак о закалке рельса К (если закалены только концы рельса) или З (если рельс закален по всей длине);
-на торце выше знака о закалке на шейке наносятся знаки головных и донных рельсов — I (рельс прокатан из головной части слитка) или Х (рельс прокатан из донной части слитка);
-на торец подошвы рельса — номер плавки, повторяя номер плавки, указанный на шейке вдоль рельса.
Для указания особенностей каждого рельса делают дополнительную маркировку рельсов красками.
На принятые рельсы 1 сорта наносится маркировка обводкой приёмочных клейм по контуру головки несмываемой краской: голубого цвета у рельсов группы 1; белого цвета у рельсов группы II.
Рельсы I класса обозначаются в верхней четверти рельса поперечной полосой фисташкового цвета, II класса — поперечной желтой полосой.
На рельсах дополнительно указывается закалка. Вдоль «сырого» рельса на головке на расстоянии около 0,5 м от торца наносится полоса шириной около 20 мм голубого (рельсы I группы) или белого (рельсы II группы) цвета.
Закалённый рельс обозначается вдоль рельса на расстоянии около 1 м от торца на шейке поперечной полосой шириной около 20 мм фисташкового цвета, а также вдавленным кольцом диаметром 15.. .20 мм на шейке с обозначением номера плавки.
Рельсы I сорта в торце имеют закрашенную половину шейки и нижнюю часть подошвы красным («сырой» рельс) или зеленым («закаленный» рельс).
На обоих торцах головки рельсов, не соответствующих требованиям стандарта, выбивается по три керна, а торцы их закрашиваются тёмно- синей несмываемой краской.
Примерная маркировка новых рельсов:
а — рельс типа Р65 изготовленный заводом "Азовсталь" в марте 1979 г. 1 сорта II группы, с закаленными концами, "твердая" плавка А-293;
б — рельс типа Р75 изготовленный Кузнецким металлургическим комбинатом в январе 1981 г., плавка П 356, 1 сорта 1 группы, закаленный по всей длине, по качеству закаливания 1 класса;
в — рельс типа Р50 изготовленный на Нижнетагильском металлургическом комбинате в феврале 1982 г., плавка ПЯ751, 1 сорта 1 группы, закаленный по всей длине, по качеству закалки 2 класса, укороченная на 80 мм для рельса 12,5 м и на 160 мм для 25 м. Стрелкой обозначенный головной конец.
Маркировка снимаемых с пути старогодных рельсов делается светлой краской на шейке рельса, обращенной внутрь колеи, на расстоянии около 1 м от левого стыка или торца (при нахождении человека внутри колеи лицом к маркируемому рельсу). Зимой может производиться временная маркировка мелом с последующим её возобновлением масляной краской. Маркировка состоит из знаков, определяющих группу годности рельсов. Рельсы I группы отмечаются одной вертикальной линией, группы II двумя линиями, III группы - тремя линиями, группы IV - тремя косыми крестами. На рельсах, подлежащих ремонту перед повторной укладкой в путь, дополнительно ставится знак тире и буква Р.
Рельсы для узкоколейной ж/д
Основной элемент верхнего строения пути. Рельсы служат направляющими нитями, по которым колеса локомотива и вагонов следуют в заданном направлении. Они непосредственно воспринимают давление и другие силы от колес и передают их на опоры — шпалы и брусья.
При проходе колес во время движения поезда на рельс действуют все время меняющиеся по величине и месту приложения силы. Эти силы вызывают изгиб рельса, упругое оседание рельса вместе с опорой, вибрацию, кручение, истирание, смятие.
Рельсы изготовляют из мартеновской или бессемеровской стали согласно требованиям государственных стандартов по сортаменту (размерам) и техническим условиям.
В таблице приведены установленные ГОСТ 6368—82 размеры, расчетные данные и допуски при изготовлении рельсов узкой колеи.

Рельсы железнодорожные узкой колеи Р18, Р24, Р33, Р38, Р43.
Рельсы Р18, Р24 монтируются на подземных путях шахт и железных узкоколейных дорогах. По механическим свойствам и сортаменту соответствуют ГОСТ 5876-82, 6368-82. Рельсы Р24, Р18 производятся по ГОСТ 5876-82 из стали марок Н50, Т60, ПТ70. Прямолинейны: на любом участке местные искривления на 1 м не должны превышать трех миллиметров, концевые искривления двух миллиметров. Оба конца обрезаны под прямым углом к продольной оси. Перекос торца не превышает двух миллиметров в любом направлении.
Рельсы Р-43 соответствуют ГОСТ Р 51685-2000 и предназначены для безстыкового и звеньевого пути ширококолейных железных дорог, а также для изготовления стрелочных переводов. Производятся из стали электропечного производства (непрерывно литая заготовка: Э76, Э76Ф, Э76ХСФ) и мартеновского производства (разливка в слитки: М76, М76Ф). Прямолинейны: при равномерной кривизне стрела прогиба рельсов должна быть не более 1/2200 длины как в горизонтальной, так и в вертикальной плоскостях. Таким образом, отклонение от прямолинейности конца рельса в горизонтальной и вертикальной плоскости при базовой длине в полтора метра не должно превышать 0,7 мм.
|
Масса 1 м, кг |
||||||
|
ГОСТ 6368-82 |
||||||
|
ГОСТ 6368-82 |
||||||
|
ГОСТ 6368-82 |
||||||
|
ДСТУ 3799-98 |
||||||
|
ТУ 14-2Р-383-2004 |
||||||
|
ГОСТ 7173-54 |
||||||
|
ГОСТ 7173-54 |
Рельсы железнодорожные Р50, Р65, Р65К, Р75.
 Рельсы Р65, Р50 также предназначены для безстыкового и звеньевого пути ширококолейных железных дорог и для изготовления стрелочных переводов. Р 50 и Р 65 соответствуют требованиям по ГОСТ Р 51685-2000. Рельсы Р 50 предназначены для ж/д с грузонапряженностью 10-25 млн.т /км в год. Рельсы Р-65 предназначены для ж/д с грузонапряженностью 25-75 млн.т /км в год.
Рельсы Р65, Р50 также предназначены для безстыкового и звеньевого пути ширококолейных железных дорог и для изготовления стрелочных переводов. Р 50 и Р 65 соответствуют требованиям по ГОСТ Р 51685-2000. Рельсы Р 50 предназначены для ж/д с грузонапряженностью 10-25 млн.т /км в год. Рельсы Р-65 предназначены для ж/д с грузонапряженностью 25-75 млн.т /км в год.
|
Масса 1 м, кг |
||||||
|
ГОСТ Р51685-2000 |
||||||
|
ГОСТ Р51685-2000 |
||||||
|
ГОСТ Р51685-2000 |
||||||
|
ГОСТ Р51685-2000 |
Рельсы крановые КР70, КР80, КР100, КР120, КР140.

Рельсы КР-70, 80, 100, 120, 140 предназначены для подъемных кранов и подкрановых путей. Производятся из высокоуглеродистой стали. Имеют скругленную головку, более широкую опорную плоскость и стенку повышенной толщины, благодаря чему достигается равномерная передача давления колесной пары на верхний пояс подкрановых балок.
Крановые рельсы укладывают по типу ж/д путей и крепят к подкрановым балкам. Подвижный способ крепления считается рекомендуемым. Этот способ крепления позволяет проводить выравнивание (рихтовку) пути, также сравнительно просто и удобно можно заменить изношенные рельсы.
Рельсы КР 120, 100, 80, 70 выпускают мерной длины: 9-12 м с шагом в 0,5 м; немерной длины – 4-12 м.
Масса одного метра рельса:
КР-70 – 47 кг 470 г;
КР-80 – 64 кг 240 г;
КР-100 – 89 кг 50 г;
КР-120 – 118 кг 290 г;
КР-140 – 146 кг 980 г.
Технические характеристики и требования к качеству регламентируются ГОСТ 4121-96. Трещины, прокатные плены, закаты, раскатанные загрязнения и рванины на поверхности не допускаются. Возможно удаление дефектов зачисткой или пологой вырубкой в том случае, если глубина вырубки не превышает:
- рельсы КР 80 и КР70 – 1,5 мм;
- рельсы КР 100, КР 120 и КР 140 – 2 мм.
Так как в процессе эксплуатации крановые рельсы подвержены высоким нагрузкам, скорость износа сравнительно высока, несмотря на материал производства – высоколегированную сталь. При этом износ идет как в горизонтальной, так и в вертикальной плоскости. Эксплуатация допускается, если износ не превышает 15% от номинального значения.
|
Масса 1 м, кг |
|||||||
|
ГОСТ 4121-96 |
|||||||
|
ГОСТ 4121-96 ТУ 14-2Р-393-2005 |
|||||||
|
ГОСТ 4121-96 ТУ 14-2Р-393-2005 |
|||||||
|
ГОСТ 4121-96 ТУ 14-2Р-393-2005 |
|||||||
|
ГОСТ 4121-96 |
Рельсы железнодорожные РП50, РП65, РП75
.
 Предназначены для укладки на железнодорожных путях широкой колеи и стрелочных переводов промышленных предприятий.
Предназначены для укладки на железнодорожных путях широкой колеи и стрелочных переводов промышленных предприятий.
Рельсы промышленные подразделяют
по типам: РП50, РП65, Рп75;
по упрочнению: термоупроченные (Т), нетермоупроченные (Н);
по наличию болтовых отверстий: с болтовыми отверстиями на обоих концах, без болтовых отверстий;
по длине: мерная-12,5 и 25 м, с предельными отклонениями +/- 30 мм, немерная – от 6 до 25 м. Рельсы для сварки изготавливают длиной не менее 3 м.
|
Масса 1 м, кг |
||||||
|
ГОСТ Р51045-97 |
||||||
|
ГОСТ Р51045-97 |
||||||
|
ГОСТ Р51045-97 |
Рельсы рамные Р65
.
 Предназначены для изготовления соединений и пересечений железнодорожного пути.
Предназначены для изготовления соединений и пересечений железнодорожного пути.
По сортаменту, химическим и механическим свойствам рельсы отвечают требованиям ГОСТ 24182-80. Рельсы изготавливаются с болтовыми отверстиями и без них длиной 12,5м
Масса 1 м рельса – 64,14 кг.
Рельсы контррельсовые РК50, РК65, РК75 .
Применяются в конструкциях верхнего строения железнодорожного пути.
Рельсы изготавливаются из стали М68 по ГОСТам 18232-83, 9797-85, 9798-85,26110-84.
|
Масса 1 м, кг |
|||||
Рельсы остряковые ОР43, ОР50, ОР65, ОР75
.
 Применяются в конструкциях верхнего строения железнодорожного пути. ОР43 применяются для изготовления стрелочных переводов ж/д путей промышленных предприятий и круговых рельсов опорно-поворотных устройств экскаваторов.
Применяются в конструкциях верхнего строения железнодорожного пути. ОР43 применяются для изготовления стрелочных переводов ж/д путей промышленных предприятий и круговых рельсов опорно-поворотных устройств экскаваторов.
|
Масса 1 м, кг |
||||
Рельсы трамвайные желобчатые Т58, Т62 .
 Предназначены для укладки на трамвайных железных дорогах.
Предназначены для укладки на трамвайных железных дорогах.
Рельсы изготавливаются с двумя болтовыми отверстиями и без них, длиной 12,5 м, предельные отклонения по длине +\- 10мм.
|
Масса 1 м, кг |
||||||
|
ТУ 14-2Р-320-96 |
||||||
|
ТУ 14-2Р-320-96 |
Рельсы усовиковые УР65 .
 Предназначены для изготовления железнодорожных крестовин с непрерывной поверхностью катания.
Предназначены для изготовления железнодорожных крестовин с непрерывной поверхностью катания.
По сортаменту, химическим и механическим свойствам рельсы отвечают требованиям ТУ 32ЦП-804-94.
Длина рельса 12,5 м, Предельные отклонения по длине не превышают +/- 25 мм.
Болт стыковой
![]()
Болт клеммный с гайкой

Гайка стыковая

Болт стыковой в комплекте с гайкой и шайбой (БГШ)
Болт закладной в сборе
Шайба стыковая

Противоугон
|
ТУ 32 ЦП 811-95 |
|||
|
ТУ 32 ЦП 811-95 |
|||
|
ГОСТ 14959-79 |
Шайба 2-х витковая

Шуруп путевой
![]()
|
Шуруп 24х170 |
Подкладка костыльного скрепления

|
Тип материала |
ГОСТ или ТУ |
Вес 1 шт. по теории, кг. |
Кол-во в 1 т, штук |
|
ГОСТ 8194-75 |
|||
|
ГОСТ 12135-75 |
|||
|
СД 50 (стр.пер.) |
ГОСТ 12135-75 |
||
|
ГОСТ 7056-77 |
|||
|
ГОСТ 8142-89 |
|||
|
ГОСТ 8142-89 |
|||
|
ГОСТ 8142-89 |
|||
|
ГОСТ 8194-75 |
|||
|
ТУ 1132-027-1124328-96 |
|||
|
ГОСТ 8142-89 |
|||
|
ТУ 14-2Р-393-2005 |
|||
|
СД 65 (стр.пер.) |
ГОСТ 8194-75 |
Подкладка раздельного скрепления

|
ГОСТ 16277-93 |
|||
|
ТУ 32 ЦП 820-97 |
|||
|
СК 65 (стр.пер.) |
ГОСТ 16277-93 |
||
|
ГОСТ 16277-93 |
|||
|
ГОСТ 16277-93 |
Накладки

|
1Р-65 (6 отв.) |
ГОСТ 8193-73 |
||
|
2Р-65 (4отв.) |
ГОСТ 8193-73 |
||
|
ГОСТ 19128-73 |
|||
|
ГОСТ 8193-73 |
|||
|
ТУУДП 14-2-1214-98 |
|||
|
ГОСТ 8141-56 |
|||
|
ГОСТ 8141-56 |
|||
|
КР-70 , КР-80 |
|||
Крепеж крановых рельс к стальным подкрановым балкам
Продаем стальные рельсы. Цены уточняйте у менеджеров. Заказать рельс можно в офисе компании "Ремстройпуть" (г. Екатеринбург, ул. Таганская, д. 55 а). В наличии рельсы Р65, РП65, Р50, РП50, Р33, Р38, Т62, КР140, КР120, КР100, Р80, КР70, Р43, Р24, Р18, Р11.
При сплошной замене рельсов на основных направлениях железных дорог в путь укладывают в зависимости от грузонапряженности новые двух типов: Р75 (ГОСТ 16210-77) и (ГОСТ 8161-75) (табл. 7). На путях промышленных предприятий находят применение рельсы типов (ГОСТ 7174-75) и (ГОСТ 7173-54). В железнодорожных путях имеются рельсы таких же типов, но более ранних лет укладки (табл. 8). Рельсы, вторично используемые в путях, называются .
Таблица 7. Основные показатели рельсов
| Показатель | Р75 по ГОСТ 16210-77 | Р65 по ГОСТ 8161-75 | Р50 по ГОСТ 7174-75 | Р43 по ГОСТ 7173-54 |
| Номер чертежа в альбоме | 24 | 25 | 26 | 27 |
| Масса 1 м рельса, кг | 74,41 | 64,72 | 51,67 | 44,65 |
| Масса одного рельса длиной 25 м, кг | 1860 | 1618 | 1292 | 1116 |
| Высота рельса, мм в том числе: | 192,0 | 180,0 | 152,0 | 140,0 |
| высота головки | 55,3 | 45,0 | 42,0 | 42,0 |
| " шейки | 104,4 | 105,0 | 83,0 | 71,0 |
| " подошвы | 32,3 | 30,0 | 27,0 | 27,0 |
| Ширина головки рельса, мм: | ||||
| вверху | 72,0 | 73,0 | 70,2 | 70,0 |
| внизу | 75,0 | 75,0 | 72,0 | 70,0 |
| Ширина подошвы, мм | 150 | 150 | 132 | 114 |
| 20 | 18 | 16 | 14,5 | |
| 95,04 | 82,65 | 65,99 | 57,0 | |
| Распределение площади по профилю, %: | ||||
| головки | 37,4 | 34,1 | 38,1 | 42,8 |
| шейки | 26,5 | 28,5 | 24,5 | 21,3 |
| подошвы | 36,1 | 37,4 | 37,4 | 35,9 |
| Расстояние от центра тяжести, мм: | ||||
| до низа подошвы | 88,2 | 81,3 | 70,5 | 68,5 |
| до верха головки | 103,8 | 98,7 | 81,5 | 71,5 |
| горизонтальной | 4489 | 3540 | 2011 | 1489 |
| вертикальной | 665 | 564 | 375 | 260 |
| Момент сопротивления, см3: | ||||
| по низу подошвы | 509 | 435 | 285 | 217 |
| по верху головки | 432 | 358 | 247 | 208 |
| по боковой грани подошвы | 89 | 75 | 55 | 45 |
Черт. 24. Рельс типа Р75 по ГОСТ 16210-77 (Рельсы поставляются с 1978 г.)

Черт. 25. Рельс типа Р65 по ГОСТ 8161-75 (Рельсы поставляются с 1976 г.)

Черт. 26. Рельс типа Р50 по ГОСТ 7174-75 (Рельсы поставляются с 1976 г.)

Черт. 27. Рельс типа Р43 по ГОСТ 7173-54 (Рельсы поставляются с 1955 г.)
Таблица 8. Некоторые показатели рельсов, снятых с производства, но используемых в пути
| Показатель | Р75 | Р65 | Р50 | Р43 | I-a | P38 (II-а) | P33 (III-а) | |||||
| ГОСТ 16210-70 | проект 751/ЦП | ГОСТ 8161-63 | ГОСТ 8161-56 | проект 1950 г. | ГОСТ 7174-65 | ГОСТ 7174-54 | ГОСТ 3542-47 | ГОСТ 3542-47 | ОСТ 119 | ГОСТ 3542-47 | ГОСТ 6726-53 | |
| Номер чертежа в альбоме | 28 | 29 | 30 | 31 | 32 | 33 | 34 | 35 | 36 | 37 | 38 | 39 |
| Масса 1 м рельса, кг | 74,4 | 75,1 | 64,64 | 64,93 | 64,90 | 51,63 | 51,51 | 50,50 | 43,61 | 43,57 | 38,42 | 33,48 |
| Высота рельса, мм, в том числе: | 192 | 192 | 180 | 180 | 180 | 152 | 152 | 152 | 140 | 140 | 135 | 128 |
| высота головки | 55,3 | 48,5 | 45 | 45 | 45 | 42 | 42 | 42 | 42 | 44 | 40 | 37 |
| " шейки | 104,4 | 110 | 105 | 105 | 105 | 83 | 83 | 83 | 71 | 71 | 71 | 68 |
| " подошвы | 32,3 | 33,5 | 30 | 30 | 30 | 27 | 27 | 27 | 27 | 25 | 24 | 23 |
| Ширина головки рельса, мм: | ||||||||||||
| - вверху | 71,8 | 72,8 | 72,8 | 72,8 | 76 | 70 | 70 | 70 | 70 | 70 | 68 | 60 |
| - внизу | 75,0 | 75,0 | 75,0 | 75,0 | 76 | 71,9 | 70 | 70 | 70 | 70 | 68 | 60 |
| Ширина подошвы, мм | 150 | 160 | 150 | 150 | 150 | 132 | 132 | 132 | 114 | 125 | 114 | 110 |
| Толщина шейки в средней части, мм | 20 | 20 | 18 | 18 | 17 | 16 | 15,5 | 14,5 | 13,5 | 14 | 13 | 12 |
| Площадь поперечного сечения, см2 | 95,1 | 95,8 | 82,6 | 82,9 | 82,9 | 65,9 | 65,8 | 64,5 | 55,7 | 55,6 | 49,1 | 42,8 |
| Распределение металла по профилю, %: | ||||||||||||
| - головка | 37,4 | 32,3 | 34,2 | 34,5 | 35,5 | 38,2 | 38,3 | 39,5 | 43,0 | 45,9 | 45,4 | 43,0 |
| - шейка | 26,5 | 28,5 | 28,4 | 28,3 | 27,1 | 24,4 | 23,8 | 22,2 | 20,5 | 19,3 | 19,8 | 19,9 |
| - подошва | 36,1 | 39,2 | 37,4 | 37,2 | 37,4 | 37,4 | 37,5 | 38,3 | 36,5 | 34,8 | 34,8 | 37,1 |
| Момент инерции относительно осей, см4: | ||||||||||||
| - горизонтальной | 4490 | 4597 | 3548 | 3573 | 3588 | 2018 | 2037 | 2016 | 1472 | 1476 | 1223 | 968 |
| - вертикальной | 661 | 771 | 569 | 572 | 576 | 375 | 377 | - | 257 | 284 | 209 | 167 |
| Момент сопротивления, см3 | ||||||||||||
| - по низу подошвы | 509 | 547 | 436 | 437 | 432 | 286 | 287 | 285 | 214 | 212 | 180 | 156 |
| - по верху головки | 432 | 426 | 359 | 363 | 370 | 248 | 251 | 248 | 206 | 210 | 182 | 147 |

Черт. 28. Рельс типа Р75 по ГОСТ 16210-70
(Рельсы поставлялись в период 1966 - 1977 гг.)

Черт. 29. Рельс типа Р75 по проекту 751/ЦП
(Рельсы поставлялись в период 1958 - 1966 гг.)

Черт. 30. Рельс типа Р65 по ГОСТ 8161-63
(Рельсы поставлялись в период 1964 - 1975 гг.)

Черт. 31. Рельс типа Р65 по ГОСТ 8161-56
(Рельсы поставлялись в период 1956 - 1963 гг., отверстия могли быть овальными 38´30 мм)

Черт. 32. Рельс типа Р65 по проекту 1950 г.
(Рельсы поставлялись в период 1953 - 1955 гг.)

Черт. 33. Рельс типа Р50 по ГОСТ 7174-65
(Рельсы поставлялись в период 1965 - 1975 гг.)

Черт. 34. Рельс типа Р50 по ГОСТ 7174-54
(Рельсы поставлялись в период 1955 - 1966 гг.)

Черт. 35. Рельс типа Р50 по ГОСТ 3542-47
(Рельсы поставлялись в период 1948 - 1954 гг.)

Черт. 36. Рельс типа Р43 по ГОСТ 3542-47
(Рельсы поставлялись в период 1946 - 1954 гг.)

Черт. 37. Рельс типа 1-а по ОСТ 119
(Рельсы поставлялись до 1946 г.)

Черт. 38. Рельс типа Р38 (II-a) по ГОСТ 3542-47

Черт. 39. Рельс типа (III-a) ГОСТ 6726-53
(Рельсы поставлялись до 1932 г.)
Основные требования к рельсам типов Р75, Р65 и Р50 из мартеновской стали по ГОСТ 24182-80 (введен с 1 июля 1981 г. взамен ГОСТ 8160-63 и ГОСТ 6944-63)
1. Стандарт распространяется на незакаленные по всей длине рельсы типов Р75, Р65 и Р50, изготовленные из мартеновской стали и предназначенные для укладки на железных дорогах широкой колеи.
2. Конструкция и размеры рельсов соответствуют ГОСТ 7174-75, ГОСТ 8161-75 и ГОСТ 16210-77.
3. Изготавливают рельсы двух групп.
4. Рельсы I группы изготавливают из спокойной мартеновской стали, раскисленной в ковше комплексными раскислителями без применения алюминия или других раскислителей, образующих в стали вредные строчечные неметаллические включения.
5. Рельсы II группы изготавливают из спокойной мартеновской стали, раскисленной алюминием или марганец-алюминиевым сплавом.
6. Химический состав стали должен соответствовать нормам, указанным в табл. 9.
7. Механические свойства стали для рельсов I и II групп при испытаниях на расстояние должны соответствовать нормам, указанным в табл. 10.
8. Технология изготовления рельсов должна гарантировать отсутствие в них флокенов, а также местных неметаллических включений (глинозема, карбидов и нитридов титана или глинозема сцементированного силикатами), вытянутых вдоль направления прокатки в виде дорожек - строчек длиной более 2 мм для рельсов группы I и длиной более 8мм для рельсов группы II.
9. Поверхность головки рельса на его концах должна быть подвергнута закалке с прокатного нагрева или с индукционного нагрева токами высокой частоты.
Таблица 9. Химический состав рельсовой стали
| Группа рельсов | Тип рельсов | Марка стали | Массовая доля, % | ||||
| Углерод | Марганец | Кремний | Фосфор | Сера | |||
| I | Р75 | М76В | 0,71 - 0,82 | 0,25 - 0,45 | |||
| Р65 | М76Т | ||||||
| М76ВТ | |||||||
| М76Ц | |||||||
| Р50 | М74Т | ||||||
| М74Ц | 0,69 - 0,80 | 0,75 - 1,05 | 0,18 - 0,40 | Не более 0,035 | Не более 0,045 | ||
| II | Р75 | М76 | 0,71 - 0,82 | ||||
| Р65 | |||||||
| Р50 | М74 | 0,69 - 0,80 | |||||
| Примечания. 1. В обозначении марки стали буква "М" указывает способ выплавки стали (мартеновский), цифры - среднее содержание углерода в сотых долях процента. 2. Рельсы, изготовленные из стали марки М76В, относить к рельсам с ванадием; из сталей марок М76Т, М74Т и М76ВТ - к рельсам с титаном; из сталей марок М76Ц и М74Ц - к рельсам с цирконием. 3. Массовая доля ванадия в рельсовой стали в зависимости от марки колеблется от 0,01 до 0,07 %, титана - от 0,005 до 0,025 %, циркония - от 0,001 до 0,050 %. 4. Допускается производство рельсов типа Р50 групп I и II из кислородно-конверторной стали. При этом в обозначении марки стали буква "М" заменяется буквой "К". |
|||||||
Таблица 10. Механические свойства рельсовой стали
Рельсы, предназначенные для сварки или других специальных целей, по требованию потребителя допускается изготовлять длиной не менее 6,0 м без закалки одного или обоих концов.
10. Рельсы после полного остывания могут быть подвергнуты холодной правке на роликоправильных машинах и штемпельных прессах.
11. После холодной правки не допускаются:
повторная холодная правка рельсов на роликоправильных машинах в одной и той же плоскости;
холодная штемпельная правка концов рельсов, если кривизна концов находится в пределах расположения болтовых отверстий;
падение рельсов с высоты более 1,0 м;
волнистость и скручивание рельсов. Рельс считается скрученным, если при замере его на контрольном стеллаже он имеет по концам зазоры между краем подошвы и стеллажем (по диагонали) более 1/10000 своей длины.
12. Концы рельсов должны быть отфрезерованы перпендикулярно продольной оси рельса. Перекос торцов не должен быть более 1,0 мм при измерении в любом направлении. Обрубать и ломать дефектные концы рельсов не допускается.
Болтовые отверстия на концах рельсов должны быть просверлены перпендикулярно к вертикальной продольной плоскости рельса. Поверхности болтовых отверстий и торцов рельсов должны быть без рванин, задиров и следов усадки в виде расслоений и трещин. Заусенцы и наплывы металла у болтовых отверстий и на торцах рельсов должны быть удалены зачисткой.

Черт. 40. Основная маркировка рельсов:
а - рельсы первого сорта; б - рельсы второго сорта; в - места нанесения маркировки на шейке рельса; 1 - инспекторские клейма; 2 - клеймо ОТК завода (может быть в виде квадрата, треугольника или буквы "К"); 3 - место нанесения номера рельса по расположению его в слитке (1 и 2 - головные рельсы, Х - донные средние рельсы обозначений не имеют); 4 - место нанесения номера плавки стали (номер плавки для рельсов 1 группы начинается с буквы П); 5 - место указания порядкового номера рельса от головной части слитка; 6 - место выкатанной (выпуклой) маркировки по длине рельса, повторяющейся примерно через 2,5 м и обозначающей: завод-изготовитель, месяц и год проката, тип рельса
13. Пробный отрезок рельса для копровых испытаний должен выдержать при температуре от 0° до плюс 40 °С испытание на удар без излома, трещин и выколов подошвы (как в пролете, так и на опорах).
14. Пробный отрезок рельса для испытания на прочность подошвы должен выдержать без трещин или излома статическую нагрузку до получения стрелы прогиба 4,0 мм.
15. Для укладки на магистральных путях МПС не допускаются: рельсы второго сорта типов Р75 и Р65 с раскатанными загрязнениями, пузырьками и трещинами на средней трети низа подошвы глубиной более 0,3 мм; рельсы второго сорта типа Р50.
16. Маркировка рельсов приведена на черт. 40, 41 и в табл. 11.
17. Отгружаемые потребителю рельсы должны сопровождаться документом (актом технической годности рельсов), подписанным представителем предприятия-изготовителя и инспектором МПС, удостоверяющим соответствие рельсов требованиям настоящего стандарта, в котором должно быть указано:
Обозначение предприятия-изготовителя;
Номера стандартов, в соответствии с которыми были изготовлены и приняты рельсы и номера заказа;
Сорт и тип рельсов;
Отпечатки или описание приемочных клейм и маркировки рельсов красками;
Номера вагонов;
Наименование и адрес получателя.

Черт. 41. Пример полной заводской маркировки новых рельсов первого сорта:
а
- рельс изготовлен Кузнецким (К) металлургическим комбинатом в мае (V) 1990 г. (90) типа Р65, плавка А293, из обычной стандартной углеродистой стали, с закалкой концов (белая полоса краской на головке), по содержанию углерода "твердый" (желтая окраска подошвы на конце), стрелкой обозначен головной конец; б
- рельс изготовлен заводом "Азовсталь" (А) в марте 1990 г. (III 90) типа Р75, плавка П356, закаленный по всей длине (зеленая полоса на шейке и зеленая окантовка торца); в
- рельс изготовлен Нижнетагильским (Т) металлургическим комбинатом в сентябре 1989 г. (IX 89) типа Р50, плавка 751Я, закаленный по всей длине, по качеству закалки - первого класса (зеленая окантовка на торце); г

Весь торец рельса окрашен синей краской, на обоих торцах по три керна - рельс забракован, к укладке в пути МПС не пригоден
Основные требования к рельсам типов Р50, Р65 и Р75, термообработанных путем объемной закалки в масле по ГОСТ 18267-82
(введен с 1 января 1984 г. взамен ГОСТ 18267-72)
1. Стандарт распространяется на железнодорожные рельсы типов Р50, Р65 и Р75, изготовленные из мартеновской высокоуглеродистой стали и подвергнутые термической обработке по всей длине путем объемной закалки их в масле с последующим печным отпуском.
2. Рельсы, предназначенные для термической обработки, должны соответствовать требованиям, предъявляемым к рельсам первого сорта, изготовляемым по ГОСТ 24182-80.
Допускается по согласованию между изготовителем и потребителем подвергать термической обработке рельсы второго сорта. Закаленные рельсы, переведенные во второй сорт по поверхностным дефектам, предназначены для укладки на путях, не принадлежащих МПС.
3. Твердость на поверхности катания головки закаленных рельсов должна быть в пределах НВ 341...388; твердость шейки и подошвы рельсов - не более НВ 388.
4. Макроструктура закаленного металла головки рельса должна представлять собой сорбит закалки.
Допускается наличие мелких разрозненных участков феррита.
5. Механические свойства закаленных рельсов должны соответствовать следующим:
Временное сопротивление, кгс/мм2 ........................................ ³120
Предел текучести, кгс/мм2 .............................................…….. ³81
Относительное удлинение, % ..........................................…… ³6
Относительное сужение, % ...........................................…….. ³25
Ударная вязкость при 20 °С, кгс м/см2 ................................... ³2,5
6. Пробный отрезок рельса должен выдерживать низкотемпературные испытания на удар под копром без излома и признаков разрушения.
7. При неудовлетворительных результатах повторных испытаний на удар под копром рельсы разрешается подвергать высокому отпуску на твердость НВ 255...302 и сдавать их по ГОСТ 24182-80 как незакаленные.
8. Маркировка рельсов должна соответствовать указанной на черт. 40, 41 и в табл. 11.
9. Рельсы должны сопровождаться документом, подписанным представителем предприятия-изготовителя и инспектором МПС, удостоверяющим соответствие их требованиям настоящего стандарта и содержащим:
Наименование предприятия-изготовителя;
Наименование продукции и способ термической обработки;
Тип, класс и группу рельсов;
Марку стали из которой рельсы изготовлены;
Обозначение настоящего стандарта;
Отпечатки или описание приемочных клейм, а также описание маркировки рельсов красками;
Число рельсов с указанием их длины и массы;
Наименование и адрес потребителя.
Маркировка рельсов
На каждом новом рельсе наносится маркировка на его шейке и на одном из торцов.
Маркировка подразделяется на постоянную, выполняемую во время прокатки и клеймением в горячем и холодном состоянии (см. черт. 40) и временную или дополнительную, выполняемую краской (см. табл. 11). Маркировка (см. черт. 41) необходима для правильной укладки рельсов в путь.
Старогодные рельсы также маркируются (черт. 42).

Черт. 42. Пример маркировки старогодных рельсов (светлой краской):
а - рельс I группы, годный для укладки в путь без ремонта; б - рельс II группы, подлежащий ремонту (II-P); в - рельс IV группы, не годный для укладки в путь (XXX)
РЕЛЬСЫ
При сплошной замене рельсов на основных направлениях железных дорог в путь укладывают в зависимости от грузонапряженности новые рельсы двух типов: Р75 (ГОСТ 16210-77) и Р65 (ГОСТ 8161-75) (табл. 7). На путях промышленных предприятий находят применение рельсы типов Р50 (ГОСТ 7174-75) и Р43 (ГОСТ 7173-54). В железнодорожных путях имеются рельсы таких же типов, но более ранних лет укладки (табл. 8). Рельсы, вторично используемые в путях, называются старогоднымы.
Таблица 7. Основные показатели рельсов
| Показатель | Р75 по ГОСТ 16210-77 | Р65 по ГОСТ 8161-75 | Р50 по ГОСТ 7174-75 | Р43 по ГОСТ 7173-54 |
| Номер чертежа в альбоме | 24 | 25 | 26 | 27 |
| Масса 1 м рельса, кг | 74,41 | 64,72 | 51,67 | 44,65 |
| Масса одного рельса длиной 25 м, кг | 1860 | 1618 | 1292 | 1116 |
| Высота рельса, мм в том числе: | 192,0 | 180,0 | 152,0 | 140,0 |
| высота головки | 55,3 | 45,0 | 42,0 | 42,0 |
| " шейки | 104,4 | 105,0 | 83,0 | 71,0 |
| " подошвы | 32,3 | 30,0 | 27,0 | 27,0 |
| Ширина головки рельса, мм: | ||||
| вверху | 72,0 | 73,0 | 70,2 | 70,0 |
| внизу | 75,0 | 75,0 | 72,0 | 70,0 |
| Ширина подошвы, мм | 150 | 150 | 132 | 114 |
| 20 | 18 | 16 | 14,5 | |
| 95,04 | 82,65 | 65,99 | 57,0 | |
| Распределение площади по профилю, %: | ||||
| головки | 37,4 | 34,1 | 38,1 | 42,8 |
| шейки | 26,5 | 28,5 | 24,5 | 21,3 |
| подошвы | 36,1 | 37,4 | 37,4 | 35,9 |
| Расстояние от центра тяжести, мм: | ||||
| до низа подошвы | 88,2 | 81,3 | 70,5 | 68,5 |
| до верха головки | 103,8 | 98,7 | 81,5 | 71,5 |
| горизонтальной | 4489 | 3540 | 2011 | 1489 |
| вертикальной | 665 | 564 | 375 | 260 |
| Момент сопротивления, см 3: | ||||
| по низу подошвы | 509 | 435 | 285 | 217 |
| по верху головки | 432 | 358 | 247 | 208 |
| по боковой грани подошвы | 89 | 75 | 55 | 45 |
Черт. 24. Рельс типа Р75 по ГОСТ 16210-77 (Рельсы поставляются с 1978 г.)

Черт. 25. Рельс типа Р65 по ГОСТ 8161-75 (Рельсы поставляются с 1976 г.)

Черт. 26. Рельс типа Р50 по ГОСТ 7174-75 (Рельсы поставляются с 1976 г.)

Черт. 27. Рельс типа Р43 по ГОСТ 7173-54 (Рельсы поставляются с 1955 г.)
Таблица 8. Некоторые показатели рельсов, снятых с производства, но используемых в пути
| Показатель | Р75 | Р65 | Р50 | Р43 | I-a | P38 (II-а) | P33 (III-а) | |||||
| ГОСТ 16210-70 | проект 751/ЦП | ГОСТ 8161-63 | ГОСТ 8161-56 | проект 1950 г. | ГОСТ 7174-65 | ГОСТ 7174-54 | ГОСТ 3542-47 | ГОСТ 3542-47 | ОСТ 119 | ГОСТ 3542-47 | ГОСТ 6726-53 | |
| Номер чертежа в альбоме | 28 | 29 | 30 | 31 | 32 | 33 | 34 | 35 | 36 | 37 | 38 | 39 |
| Масса 1 м рельса, кг | 74,4 | 75,1 | 64,64 | 64,93 | 64,90 | 51,63 | 51,51 | 50,50 | 43,61 | 43,57 | 38,42 | 33,48 |
| Высота рельса, мм, в том числе: | 192 | 192 | 180 | 180 | 180 | 152 | 152 | 152 | 140 | 140 | 135 | 128 |
| высота головки | 55,3 | 48,5 | 45 | 45 | 45 | 42 | 42 | 42 | 42 | 44 | 40 | 37 |
| " шейки | 104,4 | 110 | 105 | 105 | 105 | 83 | 83 | 83 | 71 | 71 | 71 | 68 |
| " подошвы | 32,3 | 33,5 | 30 | 30 | 30 | 27 | 27 | 27 | 27 | 25 | 24 | 23 |
| Ширина головки рельса, мм: | ||||||||||||
| - вверху | 71,8 | 72,8 | 72,8 | 72,8 | 76 | 70 | 70 | 70 | 70 | 70 | 68 | 60 |
| - внизу | 75,0 | 75,0 | 75,0 | 75,0 | 76 | 71,9 | 70 | 70 | 70 | 70 | 68 | 60 |
| Ширина подошвы, мм | 150 | 160 | 150 | 150 | 150 | 132 | 132 | 132 | 114 | 125 | 114 | 110 |
| Толщина шейки в средней части, мм | 20 | 20 | 18 | 18 | 17 | 16 | 15,5 | 14,5 | 13,5 | 14 | 13 | 12 |
| Площадь поперечного сечения, см 2 | 95,1 | 95,8 | 82,6 | 82,9 | 82,9 | 65,9 | 65,8 | 64,5 | 55,7 | 55,6 | 49,1 | 42,8 |
| Распределение металла по профилю, %: | ||||||||||||
| - головка | 37,4 | 32,3 | 34,2 | 34,5 | 35,5 | 38,2 | 38,3 | 39,5 | 43,0 | 45,9 | 45,4 | 43,0 |
| - шейка | 26,5 | 28,5 | 28,4 | 28,3 | 27,1 | 24,4 | 23,8 | 22,2 | 20,5 | 19,3 | 19,8 | 19,9 |
| - подошва | 36,1 | 39,2 | 37,4 | 37,2 | 37,4 | 37,4 | 37,5 | 38,3 | 36,5 | 34,8 | 34,8 | 37,1 |
| Момент инерции относительно осей, см 4: | ||||||||||||
| - горизонтальной | 4490 | 4597 | 3548 | 3573 | 3588 | 2018 | 2037 | 2016 | 1472 | 1476 | 1223 | 968 |
| - вертикальной | 661 | 771 | 569 | 572 | 576 | 375 | 377 | - | 257 | 284 | 209 | 167 |
| Момент сопротивления, см 3 | ||||||||||||
| - по низу подошвы | 509 | 547 | 436 | 437 | 432 | 286 | 287 | 285 | 214 | 212 | 180 | 156 |
| - по верху головки | 432 | 426 | 359 | 363 | 370 | 248 | 251 | 248 | 206 | 210 | 182 | 147 |

Черт. 28. Рельс типа Р75 по ГОСТ 16210-70
(Рельсы поставлялись в период 1966 - 1977 гг.)

Черт. 29. Рельс типа Р75 по проекту 751/ЦП
(Рельсы поставлялись в период 1958 - 1966 гг.)
Черт. 30. Рельс типа Р65 по ГОСТ 8161-63
(Рельсы поставлялись в период 1964 - 1975 гг.)
Черт. 31. Рельс типа Р65 по ГОСТ 8161-56
(Рельсы поставлялись в период 1956 - 1963 гг., отверстия могли быть овальными 38´30 мм)

Черт. 32. Рельс типа Р65 по проекту 1950 г.
(Рельсы поставлялись в период 1953 - 1955 гг.)

Черт. 33. Рельс типа Р50 по ГОСТ 7174-65
(Рельсы поставлялись в период 1965 - 1975 гг.)
Черт. 34. Рельс типа Р50 по ГОСТ 7174-54
(Рельсы поставлялись в период 1955 - 1966 гг.)
Черт. 35. Рельс типа Р50 по ГОСТ 3542-47
(Рельсы поставлялись в период 1948 - 1954 гг.)
Черт. 36. Рельс типа Р43 по ГОСТ 3542-47
(Рельсы поставлялись в период 1946 - 1954 гг.)

Черт. 37. Рельс типа 1-а по ОСТ 119
(Рельсы поставлялись до 1946 г.)

Черт. 38. Рельс типа Р38 (II-a) по ГОСТ 3542-47
Черт. 39. Рельс типа Р33 (III-a) ГОСТ 6726-53
(Рельсы поставлялись до 1932 г.)
Основные требования к рельсам типов Р75, Р65 и Р50 из мартеновской стали по ГОСТ 24182-80 (введен с 1 июля 1981 г. взамен ГОСТ 8160-63 и ГОСТ 6944-63)
1. Стандарт распространяется на незакаленные по всей длине рельсы типов Р75, Р65 и Р50, изготовленные из мартеновской стали и предназначенные для укладки на железных дорогах широкой колеи.
2. Конструкция и размеры рельсов соответствуют ГОСТ 7174-75, ГОСТ 8161-75 и ГОСТ 16210-77.
3. Изготавливают рельсы двух групп.
4. Рельсы I группы изготавливают из спокойной мартеновской стали, раскисленной в ковше комплексными раскислителями без применения алюминия или других раскислителей, образующих в стали вредные строчечные неметаллические включения.
5. Рельсы II группы изготавливают из спокойной мартеновской стали, раскисленной алюминием или марганец-алюминиевым сплавом.
6. Химический состав стали должен соответствовать нормам, указанным в табл. 9.
7. Механические свойства стали для рельсов I и II групп при испытаниях на расстояние должны соответствовать нормам, указанным в табл. 10.
8. Технология изготовления рельсов должна гарантировать отсутствие в них флокенов, а также местных неметаллических включений (глинозема, карбидов и нитридов титана или глинозема сцементированного силикатами), вытянутых вдоль направления прокатки в виде дорожек - строчек длиной более 2 мм для рельсов группы I и длиной более 8мм для рельсов группы II.
9. Поверхность головки рельса на его концах должна быть подвергнута закалке с прокатного нагрева или с индукционного нагрева токами высокой частоты.
Таблица 9. Химический состав рельсовой стали
| Группа рельсов | Тип рельсов | Марка стали | Массовая доля, % | ||||
| Углерод | Марганец | Кремний | Фосфор | Сера | |||
| I | Р75 | М76В | 0,71 - 0,82 | 0,25 - 0,45 | |||
| Р65 | М76Т | ||||||
| М76ВТ | |||||||
| М76Ц | |||||||
| Р50 | М74Т | ||||||
| М74Ц | 0,69 - 0,80 | 0,75 - 1,05 | 0,18 - 0,40 | Не более 0,035 | Не более 0,045 | ||
| II | Р75 | М76 | 0,71 - 0,82 | ||||
| Р65 | |||||||
| Р50 | М74 | 0,69 - 0,80 | |||||
|
Примечания. 1. В обозначении марки стали буква "М" указывает способ выплавки стали (мартеновский), цифры - среднее содержание углерода в сотых долях процента. 2. Рельсы, изготовленные из стали марки М76В, относить к рельсам с ванадием; из сталей марок М76Т, М74Т и М76ВТ - к рельсам с титаном; из сталей марок М76Ц и М74Ц - к рельсам с цирконием. 3. Массовая доля ванадия в рельсовой стали в зависимости от марки колеблется от 0,01 до 0,07 %, титана - от 0,005 до 0,025 %, циркония - от 0,001 до 0,050 %. 4. Допускается производство рельсов типа Р50 групп I и II из кислородно-конверторной стали. При этом в обозначении марки стали буква "М" заменяется буквой "К". |
|||||||
Таблица 10. Механические свойства рельсовой стали
Рельсы, предназначенные для сварки или других специальных целей, по требованию потребителя допускается изготовлять длиной не менее 6,0 м без закалки одного или обоих концов.
10. Рельсы после полного остывания могут быть подвергнуты холодной правке на роликоправильных машинах и штемпельных прессах.
11. После холодной правки не допускаются:
повторная холодная правка рельсов на роликоправильных машинах в одной и той же плоскости;
холодная штемпельная правка концов рельсов, если кривизна концов находится в пределах расположения болтовых отверстий;
падение рельсов с высоты более 1,0 м;
волнистость и скручивание рельсов. Рельс считается скрученным, если при замере его на контрольном стеллаже он имеет по концам зазоры между краем подошвы и стеллажем (по диагонали) более 1/10000 своей длины.
12. Концы рельсов должны быть отфрезерованы перпендикулярно продольной оси рельса. Перекос торцов не должен быть более 1,0 мм при измерении в любом направлении. Обрубать и ломать дефектные концы рельсов не допускается.
Болтовые отверстия на концах рельсов должны быть просверлены перпендикулярно к вертикальной продольной плоскости рельса. Поверхности болтовых отверстий и торцов рельсов должны быть без рванин, задиров и следов усадки в виде расслоений и трещин. Заусенцы и наплывы металла у болтовых отверстий и на торцах рельсов должны быть удалены зачисткой.

Черт. 40. Основная маркировка рельсов:
а - рельсы первого сорта; б - рельсы второго сорта; в - места нанесения маркировки на шейке рельса; 1 - инспекторские клейма; 2 - клеймо ОТК завода (может быть в виде квадрата, треугольника или буквы "К"); 3 - место нанесения номера рельса по расположению его в слитке (1 и 2 - головные рельсы, Х - донные средние рельсы обозначений не имеют); 4 - место нанесения номера плавки стали (номер плавки для рельсов 1 группы начинается с буквы П); 5 - место указания порядкового номера рельса от головной части слитка; 6 - место выкатанной (выпуклой) маркировки по длине рельса, повторяющейся примерно через 2,5 м и обозначающей: завод-изготовитель, месяц и год проката, тип рельса
13. Пробный отрезок рельса для копровых испытаний должен выдержать при температуре от 0° до плюс 40 °С испытание на удар без излома, трещин и выколов подошвы (как в пролете, так и на опорах).
14. Пробный отрезок рельса для испытания на прочность подошвы должен выдержать без трещин или излома статическую нагрузку до получения стрелы прогиба 4,0 мм.
15. Для укладки на магистральных путях МПС не допускаются: рельсы второго сорта типов Р75 и Р65 с раскатанными загрязнениями, пузырьками и трещинами на средней трети низа подошвы глубиной более 0,3 мм; рельсы второго сорта типа Р50.
16. Маркировка рельсов приведена на черт. 40, 41 и в табл. 11.
17. Отгружаемые потребителю рельсы должны сопровождаться документом (актом технической годности рельсов), подписанным представителем предприятия-изготовителя и инспектором МПС, удостоверяющим соответствие рельсов требованиям настоящего стандарта, в котором должно быть указано:
Обозначение предприятия-изготовителя;
Номера стандартов, в соответствии с которыми были изготовлены и приняты рельсы и номера заказа;
Сорт и тип рельсов;
Отпечатки или описание приемочных клейм и маркировки рельсов красками;
Номера вагонов;
Наименование и адрес получателя.
Черт. 41. Пример полной заводской маркировки новых рельсов первого сорта:
а - рельс изготовлен Кузнецким (К) металлургическим комбинатом в мае (V) 1990 г. (90) типа Р65, плавка А293, из обычной стандартной углеродистой стали, с закалкой концов (белая полоса краской на головке), по содержанию углерода "твердый" (желтая окраска подошвы на конце), стрелкой обозначен головной конец; б - рельс изготовлен заводом "Азовсталь" (А) в марте 1990 г. (III 90) типа Р75, плавка П356, закаленный по всей длине (зеленая полоса на шейке и зеленая окантовка торца); в - рельс изготовлен Нижнетагильским (Т) металлургическим комбинатом в сентябре 1989 г. (IX 89) типа Р50, плавка 751Я, закаленный по всей длине, по качеству закалки - первого класса (зеленая окантовка на торце); г - рельс изготовлен заводом им. Дзержинского (Д) в январе 1990 г. (I 90) типа Р50, плавка 153, закаленный по всей длине, по качеству закалки - второго класса (желтая окантовка на торце)
Таблица 11. Дополнительная маркировка рельсов
| Эскиз | Описание маркировки |
 |
Головка на торце, по контуру, обведена голубой (для рельсов I группы) или белой (для рельсов II группы) краской; выбит один керн - рельс первого сорта незакаленный |
 |
Голубая или белая полоса сверху на головке рельса; вдавленная буква К на торце - рельс первого сорта с закаленными концами (на остальном протяжении рельс не закален) |
 |
Головка на торце, по контуру, обведена светло-зеленой краской; на шейке на расстоянии около 1 м от торца также светло-зеленая полоса; вдавленная буква З на торце - рельс первого сорта, закален по всей длине по параметрам закалки первого класса |
 |
Головка на торце, по контуру, обведена желтой краской; на расстоянии около 1 м от торца светло-зеленая полоса; буква З на торце - рельс первого сорта, закален по всей длине по параметрам закалки второго класса |
 |
Головка по контуру обведена желтой краской; на шейке на расстоянии около 1 м от торца желтой краской написан шифр из одной буквы и цифр - рельс опытный, характеристика его дана в документах |
 |
Один край подошвы окрашен голубой или белой краской - рельс имеет одинарное укорочение: 40 мм для 12,5-метровых и 80 мм для 25-метровых рельсов |
 |
Оба края подошвы окрашены голубой или белой краской - рельс имеет двойное укорочение: 80 мм для 2,5-метровых и 160 мм для 25-метровых рельсов |
 |
Верх подошвы на конце окрашен желтой краской - сталь, из которой изготовлен рельс, содержит углерод выше среднего процента по стандарту |
 |
Подошва и половина шейки окрашены красной или зеленой краской и выбиты два керна - рельс второго сорта; при красной окраске - незакаленный, при зеленой - закаленный |
 |
Весь торец рельса окрашен синей краской, на обоих торцах по три керна - рельс забракован, к укладке в пути МПС не пригоден |
Основные требования к рельсам типов Р50, Р65 и Р75, термообработанных путем объемной закалки в масле по ГОСТ 18267-82
(введен с 1 января 1984 г. взамен ГОСТ 18267-72)
1. Стандарт распространяется на железнодорожные рельсы типов Р50, Р65 и Р75, изготовленные из мартеновской высокоуглеродистой стали и подвергнутые термической обработке по всей длине путем объемной закалки их в масле с последующим печным отпуском.
2. Рельсы, предназначенные для термической обработки, должны соответствовать требованиям, предъявляемым к рельсам первого сорта, изготовляемым по ГОСТ 24182-80.
Допускается по согласованию между изготовителем и потребителем подвергать термической обработке рельсы второго сорта. Закаленные рельсы, переведенные во второй сорт по поверхностным дефектам, предназначены для укладки на путях, не принадлежащих МПС.
3. Твердость на поверхности катания головки закаленных рельсов должна быть в пределах НВ 341...388; твердость шейки и подошвы рельсов - не более НВ 388.
4. Макроструктура закаленного металла головки рельса должна представлять собой сорбит закалки.
Допускается наличие мелких разрозненных участков феррита.
5. Механические свойства закаленных рельсов должны соответствовать следующим:
Временное сопротивление, кгс/мм 2 ........................................ ³120
Предел текучести, кгс/мм 2 ..................................................... ³81
Относительное удлинение, % ................................................ ³6
Относительное сужение, % ................................................... ³25
Ударная вязкость при 20 °С, кгс м/см 2 ................................... ³2,5
6. Пробный отрезок рельса должен выдерживать низкотемпературные испытания на удар под копром без излома и признаков разрушения.
7. При неудовлетворительных результатах повторных испытаний на удар под копром рельсы разрешается подвергать высокому отпуску на твердость НВ 255...302 и сдавать их по ГОСТ 24182-80 как незакаленные.
8. Маркировка рельсов должна соответствовать указанной на черт. 40, 41 и в табл. 11.
9. Рельсы должны сопровождаться документом, подписанным представителем предприятия-изготовителя и инспектором МПС, удостоверяющим соответствие их требованиям настоящего стандарта и содержащим:
Наименование предприятия-изготовителя;
Наименование продукции и способ термической обработки;
Тип, класс и группу рельсов;
Марку стали из которой рельсы изготовлены;
Обозначение настоящего стандарта;
Отпечатки или описание приемочных клейм, а также описание маркировки рельсов красками;
Число рельсов с указанием их длины и массы;
Наименование и адрес потребителя.
Маркировка рельсов
На каждом новом рельсе наносится маркировка на его шейке и на одном из торцов.
Маркировка подразделяется на постоянную, выполняемую во время прокатки и клеймением в горячем и холодном состоянии (см. черт. 40) и временную или дополнительную, выполняемую краской (см. табл. 11). Маркировка (см. черт. 41) необходима для правильной укладки рельсов в путь.
Старогодные рельсы также маркируются (черт. 42).

Черт. 42. Пример маркировки старогодных рельсов (светлой краской):
а - рельс I группы, годный для укладки в путь без ремонта; б - рельс II группы, подлежащий ремонту (II-P); в - рельс IV группы, не годный для укладки в путь (XXX)



